 English
English Malay
Malay Swedish
Swedish Finnish
Finnish Danish
Danish Norwegian
Norwegian Polish
Polish Greek
Greek- Penggulungan & Pengikatan Kabel
- Mesin Penggulung Pita
- Mesin Berus Wayar Separuh Auto
- Pemotongan & Penjaluran Wayar
- Mesin Kelim Separuh Auto
- Bilah Penjalur & Kelim Wayar
- Penguji Tegangan Terminal
- Mesin Pemotong
- Mesin Pelabelan Kabel
- Alat Pengikat & Pembalut
- Terminal & Penyambung Wayar
- Dispenser Pita Automatik
- Mesin Kelim Wayar Automatik
- Alat Kelim Terminal
- Penyuap Wayar Automatik
- Mesin Pateri Automatik
- Mesin Pengikat Kabel Nilon
- Mesin Pengacuan Suntikan
- Mesin Pateri & Kimpalan
- Mesin Pengikat Skru
- Mesin Kelim Kord Kuasa
- Penguji Harness Wayar
- Robot Dispenser Gam
- Bahan Pembungkusan Harness Wayar
Produk Baru




Laman Utama > Berita Syarikat
Cara mengendalikan Full-automatic Wire Stripping Cutting Machines
Manual Operasi
Mesin Pemotong Pelucutan Wayar Automatik Penuh Siri WPM Aplikasi MODEL: C、SD、SDB、SDB2、E、JE2、HT2、BHT2、NX2、MAX1-4、MAX1-6、MAX1-8
Skop Aplikasi
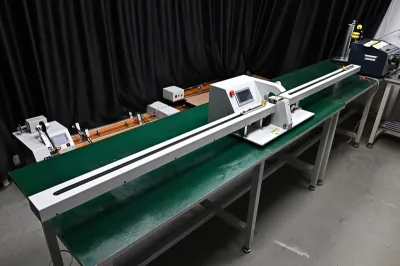
Mesin Pelucutan Wayar Komputer Automatik Penuh Siri WPM yang dibuat oleh kilang kami sesuai untuk memotong, pelucutan kepala, pelucutan ekor, dan pelucutan tengah dawai helai tunggal, berbilang helai dan bersarung. Luas keratan rentas pemprosesan maksimum ialah 0.1-50mm 2; Panjang pemotongan maksimum ialah 100m, pelucutan kepala 200mm, dan pelucutan ekor 100mm. WPM-NX2 sesuai untuk menanggalkan dan memutar wayar super pendek dan nipis dengan wayar terpendek 28-30mm; Dengan fungsi mengangkat roller semasa pelucutan, WPM-HT2 sesuai untuk menanggalkan wayar bersarung, terutamanya untuk wayar sarung Kepala Wayar panjang dan Ekor Dawai. WPM MAX2 ialah pilihan terbaik untuk memproses wayar kabel super tebal dengan luas keratan rentas 35-50mm2.
Berat: 32KGS
Dimensi Keseluruhan:
Kuasa: 350W
Mod Paparan: Skrin Paparan Kristal Cecair LCD dalam Bahasa Inggeris dan Cina
Panjang Pemotongan: 0.1mm-100m
Toleransi Pemotongan: ≤0.002×L (L = Panjang Pemotongan)
Memotong Kawasan Keratan Rentas Teras Kawat:
Diameter Maksimum Paip Saluran:
Pelucutan tengah: 12 tempat pelucutan
Bahan Pisau: Kelajuan Pelucutan Keluli
Tungsten Berkualiti Tinggi:
Mod Memandu: Pemacu 4 roda (Motor loncatan hibrid senyap, setiap langkah 0.1mm ke hadapan)
Menyesuaikan Kelajuan: 0 Paling Perlahan, 9 Mata Terpantas
untuk Perhatian Operasi
Selamat Pertama sekali, terima kasih banyak kerana membeli Mesin Pelucutan Wayar Komputer Automatik Penuh Siri WPM kami. Untuk pengendalian mesin ini yang selamat dan betul, sila baca manual operasi ini dengan teliti sebelum beroperasi.
I.. Penyesuai Kuasa: AC 220–250V, 50–60HZ. Untuk memberikan voltan operasi yang stabil, pengguna harus memilih dan menggunakan voltan kuasa penstabil untuk mengelakkan mesin ini daripada terbakar akibat voltan berlebihan.
II.. Apabila beroperasi, mesin ini hendaklah diletakkan di atas permukaan yang licin dan stabil untuk mengelakkan mesin ini daripada jatuh dan rosak.
III.. Jangan gunakan mesin ini berhampiran kawasan yang mempunyai medan elektromagnet yang lebih kuat untuk mengelakkan mesin ini daripada terganggu.
IV.. Semasa operasi jangan letakkan sebarang objek pada mesin ini, jangan letakkan mesin ini berhampiran bahan kimia menghakis, dan pastikan persekitaran operasi kering, pengudaraan yang baik dan tanpa habuk, dengan suhu bilik operasi: 0–35°C.
V.. Semasa operasi jika kesan buruk pelucutan wayar atau beberapa kerosakan muncul, sila baca manual operasi ini untuk kerosakan dan pelepasan, jika anda masih tidak dapat menyelesaikan masalah, sila hubungi telefon perkhidmatan teknikal kami untuk merealisasikan kaedah penyelenggaraan dan pembaikan. Untuk keselamatan anda, jangan bongkar mesin ini sendiri untuk penyelenggaraan dan pembaikan.
Nota: Mengikut ketetapan dalam undang-undang
dan peraturan Republik Rakyat China yang berkaitan, kuasa tafsiran untuk kandungan yang berkaitan dalam Manual Operasi
ini adalah milik kilang kami. Kandungannya tertakluk kepada perubahan tanpa notis.
Edisi No. Manual Operasi: V3.0
Struktur Utama Mesin
Pelucutan Wayar (Jadual1-1)
Nota: Anda perlu menambah minyak ke lubang minyak di bahagian atas rak pisau dengan kerap untuk memastikan ia dilincirkan dengan baik.
(Lihat Jadual 1-1)Penjelasan struktur utama:
1. Penggelek masuk wayar: Bantu rak pisau untuk melakukan pelucutan kepala wayar apabila ia bergerak ke hadapan atau ke belakang ke hadapan wayar.
2. Penggelek alur keluar wayar: Bantu rak pisau melakukan pelucutan ekor wayar, pemutaran wayar, dan output wayar.
3. Salur masuk wayar: Wayar dimasukkan ke dalam mesin melalui salur masuk.
4. Saluran: Wayar melalui saluran semasa masuk.
5. Perhimpunan Rak Pisau: Untuk pemotongan wayar: pelucutan kepala dan pelucutan ekor.
Suis mengangkat penggelek masuk wayar: Tekan butang suis untuk mengangkat penggelek masuk dan biarkan wayar dimasukkan ke dalam kedudukan pemotongan pisau; Tekan butang sekali lagi untuk meletakkan penggelek dan tekan wayar. Ketat penekanan boleh dilaraskan dengan jurang penggelek. (Nota: Biasanya semasa pelucutan, perlu menekan butang angkat sekali lagi kerana wayar perlu ditekan. Jika ketat antara penggelek dan wayar tidak mencukupi, anda mungkin perlu melaraskan jurang penggelek sehingga ia berfungsi.)
6. Suis penggelek alur keluar wayar: Tekan butang untuk mengangkat penggelek keluar dan tekan sekali lagi untuk meletakkan penggelek dan tekan ke wayar. Ketat penekanan boleh dilaraskan dengan jurang penggelek.
7. Suis berputar Pelarasan Roller-gap masuk wayar: Putar suis dengan digit yang lebih besar untuk meningkatkan jurang dan sebaliknya. (Nota: suis berputar hendaklah dilaraskan selepas penggelek pengangkat silinder udara kerana kuasa tarikan silinder udara.
8. Suis Rotary Pelarasan Roller-gap Wayar: Putar suis dengan digit yang lebih besar untuk meningkatkan jurang dan sebaliknya.
10. Liquid Crystal Displayer (LCD): Paparkan parameter berkaitan pelucutan wayar.
11. Papan kekunci: Parameter input, mulakan dan hentikan mesin.
12. Penapis
udara Contoh
operasi pantas 1. Tanggalkan dan potong dawai tembaga 35mm2 daripada 7 helai, jumlah panjang 150mm, pelucutan kepala 20mm, pelucutan ekor 20mm: sediakan seperti berikut:
2. Tanggalkan dan potong dawai tembaga 50 mm2 daripada 19 helai, jumlah panjang 150mm, pelucutan kepala 20mm, pelucutan ekor 20mm, tukar parameter dalam gambar di atas: nilai pisau daripada 435 hingga 500; pengunduran pisau daripada 85 hingga 90.
Parameter di atas adalah untuk rujukan sahaja dan persediaan khusus masih bergantung pada wayar pemprosesan.
Nota: Semakin kecil nilai pisau, semakin mendalam pemotongan; semakin tebal wayar, semakin besar nilai pengunduran pisau. Jadual berikut ialah data parameter rujukan untuk persediaan nilai pisau dan nilai pengunduran pisau:
Arahan
pengendalian Lukisan panel
kawalan Antara muka sistem terdiri daripada 23 kekunci dan LCD matriks titik 192×64, perkara berikut akan diperkenalkan kepada setiap fungsi
kekunci : Dalam mod siap sedia, dengan setiap tekan sebentar sekali, mesin melakukan satu langkah, kitaran; walaupun selepas tekan selama lebih daripada kira-kira 0.5 saat, mesin akan menjalankan gelung secara automatik; butang dalam kesan kawalan mesin sangat besar;
: Dalammod siap sedia, tekan butang ini, dan mesin mula berfungsi;
: Dalam statut kerja, tekan butang ini, dan mesin akan menyelesaikan kerja selepas ditutup;
: Dalam mod siap sedia, tekan butang ini, dan mesin akan melakukan tindakan tetapan semula; dalam keadaan kerja, tekan butang ini, dan mesin untuk dimatikan, selepas pelaksanaan tindakan tetapan semula;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 0; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki keadaan persediaan parameter pelucutan;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 1; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki keadaan persediaan parameter kelajuan;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 2; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki keadaan persediaan parameter berpusing;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 3; dalam keadaan siap sedia tekan butang ini dan mesin akan mengikut fungsi semasa ke dalam menetapkan gambar yang sepadan dengan fungsi;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 4; dalam keadaan siap sedia tekan butang ini, kelantangan 0;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 5; dalam keadaan siap sedia tekan kekunci ini, kiraan 0;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 6; dalam keadaan siap sedia tekan butang ini, tukar mesin ke mod kerja;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 7; dalam keadaan siap sedia tekan butang ini, tukar mesin ke mod kerja;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 8; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki tetapan output;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 9; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki gambar tetapan fungsi;
: Dalam keadaan input data tekan kekunci ini, dan alih keluar data input; dalam keadaan siap sedia tekan kekunci ini, jumlah output dan bilangan kosong penuh 0;
: Dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki tetapan program;
: Dalam tetapan parameter dengan menekan kekunci, tetapkan parameter paling rendah ditambah 1; dalam keadaan tetapan parameter tekan butang ini, nilai pisau ditambah 1;
: Dalam tetapan parameter dengan menekan kekunci, tetapkan parameter paling rendah ditambah 1; dalam keadaan tetapan parameter tekan butang ini, nilai pisau tolak 1;
: Dalam tetapan parameter dengan menekan kekunci, data yang diubah suai berputus asa, dan data terakhir ke dalam objek yang diubah suai;
: Dalam tetapan parameter dengan menekan kekunci, data yang diubah suai berputus asa, dan data seterusnya ke dalam objek yang diubah suai;
: Dalam keadaan set parameter tekan kekunci ini, data yang diubah suai akan disimpan dan ditulis ke EEPROM, dan data seterusnya ke dalam objek yang diubah suai;
: Dalam keadaan set parameter tekan kekunci ini, keluar dari keadaan persediaan parameter; skrin tetapan fungsi, skrin tetapan pelucutan segmen dan skrin persediaan sistem. Tekan kekunci ini, kembali ke gambar kerja;
: Pada skrin siap sedia, tekan kekunci, dan masukkan susunan sistem gambar, perlu memasukkan kata laluan sebelum memasukkan, dalam skrin tetapan, fungsi; Berbilang peringkat gambar tetapan pengelupasan, tetapan sistem, anda menekan kekunci, masukkan keadaan persediaan parameter;
Skrin
kerja Sebaik sahaja mesin dihidupkan, skrin memaparkan skrin but, kira-kira tiga saat akan memaparkan gambar ini; mesin mula berjalan, dalam gambar pada skrin; jika tidak, mesin tidak boleh bermula;
Tetapan parameter pelucutan: Mesin apabila dalam mod siap sedia, tekan; parameter panjang hadapan mula berkelip, pada masa ini boleh terus memasukkan nombor, jika ralat input, tekan input digital input kosong sekali lagi; kemudian tekan pemeliharaan, dan parameter berkelip, sehingga panjang hujung hadapan, pelucutan separuh hadapan, jumlah panjang, panjang hujung pelucutan separuh belakang, pemotong, pisau kembali semua nilai penyiapan input; Nilai pisau yang kecil ialah, semakin dalam pemotongan; wayar yang lebih tebal ialah, 0yang lebih besar daripada nilai pengunduran pisau sepatutnya; Tetapan parameter tekan berkelip ke hadapan parameter; tekan selepas penyingkiran parameter berkelip; pada bila-bila masa dengan menarik diri dari set parameter, kembali ke keadaan siap sedia;
Tetapan kelajuan pelucutan: Mesin apabila dalam mod siap sedia tekan; parameter kelajuan pemotong mula berkelip pada masa ini boleh terus memasukkan nombor, jika ralat input, tekan input digital input kosong sekali lagi; Kemudian tekan pemeliharaan, dan parameter berkelip, sehingga kelajuan pemotongan, kelajuan makan, kelajuan pelucutan, masa jeda semua input untuk diselesaikan; Tetapan parameter; tekan berkelip ke hadapan parameter; tekan selepas penyingkiran parameter berkelip; pada bila-bila masa dengan menarik diri dari set parameter, kembali ke keadaan siap sedia;
Tetapan output: Mesin apabila dalam mod siap sedia tekan; parameter kasar yang ditetapkan untuk mula berkelip, pada masa ini boleh terus memasukkan nombor, jika ralat input, tekan input digital input kosong sekali lagi; Kemudian tekan pemeliharaan, dan parameter berkelip, sehingga set, jumlah bilangan semua input untuk diselesaikan; Tetapan parameter; tekan berkelip ke hadapan parameter; tekan selepas penyingkiran parameter berkelip; pada bila-bila masa dengan menarik diri dari set parameter, kembali ke keadaan siap sedia;
Set garisan berpintal: Mesin apabila dalam mod siap sedia tekan; Kilauan mod putaran hadapan, kali ini tekan 、 pensuisan, Kemudian tekan pemeliharaan, dan parameter berkelip, sehingga putaran hadapan, mod input mod wayar putar selesai, kemudian dengan kaedah sebelumnya memasukkan kelajuan garis kilasan, kekuatan berpusing; Tetapan parameter; tekan berkelip ke hadapan parameter; tekan selepas penyingkiran parameter berkelip; pada bila-bila masa dengan menarik diri dari set parameter, kembali ke keadaan siap sedia; Nombor
program ditetapkan: Mesin apabila dalam mod siap sedia, tekan; hujah program mula berkelip, pada masa ini boleh terus memasukkan nombor, jika ralat input, tekan input digital input kosong sekali lagi; kemudian tekan pemeliharaan, ke keadaan siap sedia;
Suis mod kerja: Mesin apabila dalam mod siap sedia, tekan 、 suis mod kerja;
Mod kerja menerangkan
Mesin ini ialah mesin pemotong wayar pelbagai fungsi, dengan sejumlah 6 jenis prosedur pemotongan wayar & pelucutan, penerangan gambar berikut:
Mod garisan:
Model dan fungsi mesin pemotong wayar 220 tradisional, boleh dipasang peranti berpusing wayar untuk meningkatkan wayar berpintal, panjang wayar seperti yang ditunjukkan, hanya mengikut kaedah di atas untuk memasukkan yang dikehendaki saiz, pada fungsi mod ini tidak tersedia;
Model jangka pendek:
Mesin model dan jangka panjang adalah sama, hanya tindakan pelucutan mesin tidak sama; dan tiada fungsi garisan berpusing; pada mod ini fungsi tidak tersedia;
Mod ini tanpa fungsi garisan berpusing; tekan Fungsi ke dalam gambar tetapan fungsi kabel berikut:
Dalam keadaan tetapan parameter, tekan 、 ke atas atau ke bawah view 1-12 parameter set segmen; tekan tetapkan parameter, Sehingga semua input parameter selesai;
Nota: dalam model berbilang peringkat, jumlahnya sama dengan panjang setiap panjang wayar dan ditambah dengan panjang hujung hadapan, prosedur telah dikira secara automatik dan diserlahkan, jadi tetapkan jumlah panjang, panjang keseluruhan tanpa penghujung; Panjang hujung ialah penghujung panjang! Juga, tidak perlu menyediakan, apabila panjang yang diperlukan disusun selesai, satu set 0
Gambar tetapan fungsi
Dalam keadaan siap sedia, tekan untuk memasuki skrin ini; dalam paparan gambar, mesin tidak memulakan kerja, tekan kembali ke gambar kerja;
Tetapan parameter: tekan tetapan mula sehingga semua parameter dimasukkan untuk diselesaikan; Skrin
persediaan sistem: Keadaan siap sedia, tekan untuk memasuki skrin ini; masukkan kata laluan (10010011) untuk memasuki skrin ini; paparkan gambar, mesin tidak memulakan kerja, tekan kembali ke gambar kerja;
Tetapan parameter: tekan tetapan mula sehingga semua parameter dimasukkan untuk diselesaikan;
Perkara set pelucutan yang memerlukan perhatian
1、 beberapa parameter pelucutan, jumlah panjang mestilah lebih besar daripada panjang hujung hadapan + panjang hujung belakang; jika tidak, mesin kerja;
2、penggunaan kawalan komunikasi mesin, mesti memastikan mesin dalam skrin paparan berfungsi dan tiada keadaan persediaan parameter; jika tidak, kawalan komunikasi tidak sah;
3, gunakan operasi kelajuan yang sesuai;
4、dalam kerja skrin dan tiada tetapan parameter, Boleh ditekan terus 、 nilai set pemotong tanpa berhenti;
5、Jika empat lampu penunjuk berjalan berkelip menggambarkan parameter tetapan, boleh memulakan mesin;
6, tetapan garisan berpusing: parameter mengimbangi kilasan pertama direka untuk set fungsi berpusing jangka pendek, bermakna apabila mesin bahagian hadapan anda, suapan wayar selepas jarak roda berpusing; kadang-kadang boleh dipasang pada bilah jangka pendek selepas roda berpusing, maka parameter ditetapkan kecil, mencapai fungsi baris kilasan jangka pendek; garisan umum ditetapkan kepada 32, tidak perlu berubah; jangka pendek mengikut bilah dan pelarasan jarak sebenar roda berpusing wayar; (boleh mod operasi satu langkah ke langkah, jika wayar memberi makan lebih daripada roda berpusing wayar, boleh mengurangkan parameter boleh ditingkatkan, dan sebaliknya;)
Enam, Pengenalan protokol
komunikasi Mesin ini dilengkapi dengan fungsi komunikasi RS485 standard, pengguna boleh melalui komputer hos (PLC, PC) untuk mengawal mesin secara langsung; spesifikasi perkakasan komunikasi untuk 38400, 8, 1, N
Berikut ialah mesin menerima arahan secara terperinci
1、arahan berhenti kecemasan: PC mengeluarkan nombor heksadesimal tiga bait 16 01, 66, 99; di mana 01 pertama ialah nombor stesen, boleh menyediakan skrin sistem untuk berubah, mesin berjaya menerima pesanan akan mengembalikan menerima tiga bait data, mesin ini telah menerima notis arahan;
2、arahan berhenti: PC mengeluarkan nombor heksadesimal tiga bait 16 01, 77, 88; di mana 01 pertama ialah nombor stesen, boleh menyediakan skrin sistem untuk berubah, mesin berjaya menerima pesanan akan mengembalikan tiga bait data yang diterima, mesin ini telah menerima notis arahan;
3、arahan berhenti: PC mengeluarkan nombor heksadesimal tiga bait 16 01, 88, 77; di mana 01 pertama ialah nombor stesen, boleh menyediakan skrin sistem untuk berubah, mesin berjaya menerima pesanan akan mengembalikan tiga bait data yang diterima, mesin ini telah menerima notis arahan;
Tujuh, Contoh
pemotongan wayar ( 1 ) corak
panjang 1、 Wayar diletakkan dalam perantaraan roller, laraskan jurang gulungan untuk baru
sahaja bersentuhan dengan wayar dan kemudian turun 2 besar;
2 、 Tetapkan saiz:
(1) Masukkan mod persediaan: Mod siap sedia tekan
(2) Tetapkan panjang
pelucutan hadapan (3) Tetapkan panjang
pelucutan separuh pertama (4) Jumlah panjang
(5) Tetapkan panjang
pelucutan separuh terakhir (6) Tetapkan panjang
belakang (7) Nilai set pemotong: ( Rujukan )
(8) Tetapkan semula pisau: (Rujukan)
(9) Tetapkan mod garisan: tekan Tetapkan mod garisan;
3、tekan lebih daripada 0.5 saat, dan mesin akan berhenti secara automatik selepas membawa garisan, lihat sama ada nilai pisau yang betul dan tekan terus 、 pembetulan; Sehingga berpuas hati;
( 2 ) Pengelupasan
berbilang segmen 1 、 wayar diletakkan dalam perantaraan roller, laraskan jurang gulung untuk baru sahaja bersentuhan dengan wayar dan kemudian turun 2 besar;
2、saiz tetapan:
(1) Masukkan mod persediaan: Mod siap sedia tekan
(2) Tetapkan panjang
pelucutan hadapan (3) Jalur keluar, tetapan
parameter (4) Tetapkan mod berbilang peringkat: tekan tetapkan kepada model berbilang
segmen;
(5) Masukkan bilangan segmen yang ditetapkan: tekan tetapkan kepada lebih banyak
rakaman;
(6) Tetapkan panjang segmen pertama kulit
penginap (7) Tetapkan pengelupasan
segmen pertama (8) Tetapkan panjang
kulit meninggalkan kedua (9) Set kedua
(10) Tetapkan panjang
kulit kiri ketiga (11) Tetapkan panjang
kulit kiri ketiga (12) Tetapkan sebagai panjang
(13) Kembali ke gambar kerja
(14) sebelum lebih daripada 0.5 saat, mesin akan berhenti secara automatik selepas membawa garisan, lihat sama ada nilai pisau yang betul dan tekan terus 、 pembetulan; Sehingga berpuas hati;
Terangkan
1、jika set ketiga kepada 0, maka program yang baru anda potong dua, dan seterusnya; jika anda ingin mengupas 12bahagian, 12bahagian panjang keseluruhan set;
2、pelbagai strimod pping, fungsi garisan berpusing tidak sah;
Pelarasan o kedudukan
pemotongan pisau 1. Mulakan mesin.
2. Pelarasan kedudukan pisau MAX2: jarak antara hidung kedua-dua bilah pisau hendaklah sekitar 8-10mm manakala jarak antara titik bawah bentuk V kedua-dua bilah hendaklah sekitar 34mm. (Lihat Gambar A)
3. Perkara utama perhatian untuk menukar bilah pisau:
1. Satah atas rak pisau kiri dalam hendaklah ditiup satah rak pisau kanan dengan 19mm yang juga harus lebih rendah daripada bingkai luar rak pisau dengan 4mm seperti yang ditunjukkan dalam gambar B.
2. Gear kiri hendaklah lebih tinggi daripada gear tengah dengan 1 ketinggian gear manakala gear kanan hendaklah lebih tinggi daripada gear tengah dengan 6 ketinggian gear. ( Lihat gambar B)
3. Biasanya, jarak antara hidung dua bilah pisau hendaklah sekitar 8-10mm manakala jarak antara titik bawah bentuk V dua bilah hendaklah sekitar 34mm. (Lihat gambar A)
4. Selepas pelarasan, masukkan kedua-dua belah gear rak pisau ke dalam gigi ketiak tengah dan betulkan skru rak pisau kedua-dua belah pisau.
Lapan, Fenomena dan pengecualian
Kemunculan fenomena Kaedah pemprosesan Pelucutan
benang tanpa 1、periksa kedalaman pemotongan benang, tanda pemotongan terlalu cetek untuk mengawal selia "diameter" lebih kecil.
2, tekanan roda garisan tidak mencukupi, perlu melaraskan "ke dalam tombol pengawalseliaan tekanan roda garisan", tekanan roda garisan.
3、Pelepasan roda garisan terlalu besar, perlu melaraskan " ke dalam tombol pelarasan kelegaan roda garisan ", dan pelepasan roda garisan dikurangkan ke kedudukan yang betul.
4、Menanggalkan set pertama adalah lebih besar daripada atau sama dengan 3.
5、Roda garisan jika terdapat kotoran, perlu dibersihkan.
6, set pisau berundur mungkin terlalu besar, sepatutnya sesuai untuk mengurangkan parameter penarikan balik (nilai rujukan 00-10).
7、Ketidakjajaran alat seterusnya, sila rujuk Bab Ketujuh Bahagian 2 Carta Ujian 7-7 Keadaan Penjajaran.
Pelucutan wayar tanpa ekor 1、 periksa kedalaman pemotongan ekor garisan, tanda pemotongan terlalu cetek untuk mengawal selia "diameter" lebih kecil.
2, roda dawai, tekanan tidak mencukupi, perlu melaraskan "tombol pengawalseliaan tekanan bulat", tekanan roda garisan.
3, pelepasan roda dawai terlalu besar, yang diperlukan untuk pengawalseliaan "tombol pelarasan jurang bulat", menjadikan jurang takal dikurangkan ke kedudukan yang betul.
4、Menanggalkan set pertama adalah lebih besar daripada atau sama dengan 3.
5、takal jika terdapat kotoran, perlu dibersihkan.
6, set pisau berundur mungkin terlalu besar, sepatutnya sesuai untuk mengurangkan parameter penarikan balik (nilai rujukan 00-10).
7、Ketidakjajaran alat seterusnya, sila rujuk Bab Ketujuh Bahagian 2 Carta Ujian 7-7 Keadaan Penjajaran.
Kulit dawai barotrauma teruk 1、 barotrauma hakim pertama dari roda masuk atau takal, daya menekan roda menjadi kecil.
2, hubungi syarikat saya, untuk pembelian tayar getah.
Potongan teras garis kulit thrum beberapa akar Nada " diameter " dalam 1 atau 2, cuba semula sehingga tidak mencederakan teras garisan.
Panjang garisan, terdapat lebih besar daripada atau sama dengan panjang yang ditetapkan 1、tekanan roda garisan tidak mencukupi, dan kadang-kadang pelucutan benang tanpa fenomena, pelucutan benang dalam talian adalah lebih besar daripada panjang yang telah ditetapkan, mengawal selia " ke dalam tekanan roda garisan mengawal rajutan ", jadi tekanan roda garisan.
2, kotoran, takal, perlu dibersihkan.
Pelepasan roda masuk wayar terlalu besar, untuk melaraskan " ke dalam tombol pelarasan pelepasan roda garisan ", dan jurang roda suapan wayar lebih kecil.
Panjang garisan, terdapat kurang daripada atau sama dengan panjang yang ditetapkan 1 、 ketebalan garisan wayar itu sendiri a.
2 、 roda bergolek dengan kotoran, perlu dibersihkan. Lilin permukaan konduktor, plumbum ke dalam, roda dawai tergelincir dengan lilin melekit, berus dawai, dan pembersihan petrol empat roda bergolek.
3, keluarkan wayar, fenomena operasi udara tahap "00", dikecualikan.
4、Bingkai peletakan wayar mempunyai fenomena histeresis kad, yang membawa kepada wayar penyampaian yang lemah.
Kepala dan ekor dipotong atau tiada potongan 1、periksa kepala atau ekor yang dihidangkan, diameter wayar terlalu kecil, harus melaraskan " wayar " kepada lebih besar. ( nilai rujukan 30-90 )
2、Memeriksa ekor benang tiada tanda potong, diameter wayar terlalu besar, harus melaraskan "wayar" lebih kecil. ( nilai rujukan 30-90 )
Kadang-kadang kepala atau ekor dipotong 1、roda dawai, tekanan tidak mencukupi, sila semak dan kawal selia "tombol pengawalseliaan tekanan bulat", menjadikan tekanan takal menjadi hebat.
2, pelepasan roda garisan terlalu besar, perlu melaraskan " ke dalam tombol pelarasan pelepasan roda garisan ", kepada pengurangan pelepasan roda garisan.
Terdapat beberapa helai dawai benang panjang 1、diameter wayar terlalu kecil, wayar yang dipotong, jalur dengan wayar tembaga, untuk meningkatkan diameter 1-2, cuba lagi.
2 、 set pisau mundur terlalu kecil, perlu ditingkatkan parameter penarikan balik (00-10 )
Kadang-kadang wayar pengalir bersama-sama tiada pisau pecah 1 、 aktiviti bahagian tepi dengan minyak biasa, cuba lagi (biasanya 8 jam mengisi a).
2、Kelajuannya perlahan.
3, semak spesifikasi wayar dalam garisan AWG12 # (3 persegi).
4、Bilahnya tumpul, pengisaran rata atau penggantian.
5、mengikut bahagian ketujuh pemeriksaan ketiga.
Tekan jalankan selepas penutupan hanya boleh memotong skrin yang muncul " garis pendek atau simpulan " 1、 tiada baris fungsi penutupan automatik, tergolong dalam perkara biasa.
2, menetapkan panjang hendaklah lebih besar daripada 32 mm (kecuali untuk 98 prosedur).
3, pelepasan roda dawai terlalu besar, yang diperlukan untuk pengawalseliaan "tombol pelarasan jurang bulat" untuk membuat takal mengurangkan jurang.
Apabila kuasa dihidupkan, kipas berfungsi seperti biasa, dan skrin adalah normal, tetapi mengikut "jalankan" selepas mesin tidak boleh bergerak 1、 kerana ketidakstabilan voltan atau operasi haram papan litar dalam pembakaran paip insurans, perlu menggantikan fius (buka penutup kes, kelihatan di papan litar mempunyai dua tiub insurans 5A).
2, seperti menukar tiub insurans, terus terbakar,dan jabatan perkhidmatan pelanggan syarikat saya atau kenalan pejabat.
Tangen condong hirisan 1、wayar itu sendiri terlalu melengkung, pembelian peranti meluruskan.
2、mulut plumbum tanpa menghadap ke tengah tepi.
3、ekor condong, periksa paip wayar bersandar pada alat terlalu dekat.
Mesin Pemotong Pelucutan Wayar Automatik Penuh Siri WPM Aplikasi MODEL: C、SD、SDB、SDB2、E、JE2、HT2、BHT2、NX2、MAX1-4、MAX1-6、MAX1-8
Skop Aplikasi
Mesin Pelucutan Wayar Komputer Automatik Penuh Siri WPM yang dibuat oleh kilang kami sesuai untuk memotong, pelucutan kepala, pelucutan ekor, dan pelucutan tengah dawai helai tunggal, berbilang helai dan bersarung. Luas keratan rentas pemprosesan maksimum ialah 0.1-50mm 2; Panjang pemotongan maksimum ialah 100m, pelucutan kepala 200mm, dan pelucutan ekor 100mm. WPM-NX2 sesuai untuk menanggalkan dan memutar wayar super pendek dan nipis dengan wayar terpendek 28-30mm; Dengan fungsi mengangkat roller semasa pelucutan, WPM-HT2 sesuai untuk menanggalkan wayar bersarung, terutamanya untuk wayar sarung Kepala Wayar panjang dan Ekor Dawai. WPM MAX2 ialah pilihan terbaik untuk memproses wayar kabel super tebal dengan luas keratan rentas 35-50mm2.
Berat: 32KGS
Dimensi Keseluruhan:
Kuasa: 350W
Mod Paparan: Skrin Paparan Kristal Cecair LCD dalam Bahasa Inggeris dan Cina
Panjang Pemotongan: 0.1mm-100m
Toleransi Pemotongan: ≤0.002×L (L = Panjang Pemotongan)
Memotong Kawasan Keratan Rentas Teras Kawat:
Diameter Maksimum Paip Saluran:
Pelucutan tengah: 12 tempat pelucutan
Bahan Pisau: Kelajuan Pelucutan Keluli
Tungsten Berkualiti Tinggi:
Mod Memandu: Pemacu 4 roda (Motor loncatan hibrid senyap, setiap langkah 0.1mm ke hadapan)
Menyesuaikan Kelajuan: 0 Paling Perlahan, 9 Mata Terpantas
untuk Perhatian Operasi
Selamat Pertama sekali, terima kasih banyak kerana membeli Mesin Pelucutan Wayar Komputer Automatik Penuh Siri WPM kami. Untuk pengendalian mesin ini yang selamat dan betul, sila baca manual operasi ini dengan teliti sebelum beroperasi.
I.. Penyesuai Kuasa: AC 220–250V, 50–60HZ. Untuk memberikan voltan operasi yang stabil, pengguna harus memilih dan menggunakan voltan kuasa penstabil untuk mengelakkan mesin ini daripada terbakar akibat voltan berlebihan.
II.. Apabila beroperasi, mesin ini hendaklah diletakkan di atas permukaan yang licin dan stabil untuk mengelakkan mesin ini daripada jatuh dan rosak.
III.. Jangan gunakan mesin ini berhampiran kawasan yang mempunyai medan elektromagnet yang lebih kuat untuk mengelakkan mesin ini daripada terganggu.
IV.. Semasa operasi jangan letakkan sebarang objek pada mesin ini, jangan letakkan mesin ini berhampiran bahan kimia menghakis, dan pastikan persekitaran operasi kering, pengudaraan yang baik dan tanpa habuk, dengan suhu bilik operasi: 0–35°C.
V.. Semasa operasi jika kesan buruk pelucutan wayar atau beberapa kerosakan muncul, sila baca manual operasi ini untuk kerosakan dan pelepasan, jika anda masih tidak dapat menyelesaikan masalah, sila hubungi telefon perkhidmatan teknikal kami untuk merealisasikan kaedah penyelenggaraan dan pembaikan. Untuk keselamatan anda, jangan bongkar mesin ini sendiri untuk penyelenggaraan dan pembaikan.
Nota: Mengikut ketetapan dalam undang-undang
dan peraturan Republik Rakyat China yang berkaitan, kuasa tafsiran untuk kandungan yang berkaitan dalam Manual Operasi
ini adalah milik kilang kami. Kandungannya tertakluk kepada perubahan tanpa notis.
Edisi No. Manual Operasi: V3.0
Struktur Utama Mesin
Pelucutan Wayar (Jadual1-1)
Nota: Anda perlu menambah minyak ke lubang minyak di bahagian atas rak pisau dengan kerap untuk memastikan ia dilincirkan dengan baik.
(Lihat Jadual 1-1)Penjelasan struktur utama:
1. Penggelek masuk wayar: Bantu rak pisau untuk melakukan pelucutan kepala wayar apabila ia bergerak ke hadapan atau ke belakang ke hadapan wayar.
2. Penggelek alur keluar wayar: Bantu rak pisau melakukan pelucutan ekor wayar, pemutaran wayar, dan output wayar.
3. Salur masuk wayar: Wayar dimasukkan ke dalam mesin melalui salur masuk.
4. Saluran: Wayar melalui saluran semasa masuk.
5. Perhimpunan Rak Pisau: Untuk pemotongan wayar: pelucutan kepala dan pelucutan ekor.
Suis mengangkat penggelek masuk wayar: Tekan butang suis untuk mengangkat penggelek masuk dan biarkan wayar dimasukkan ke dalam kedudukan pemotongan pisau; Tekan butang sekali lagi untuk meletakkan penggelek dan tekan wayar. Ketat penekanan boleh dilaraskan dengan jurang penggelek. (Nota: Biasanya semasa pelucutan, perlu menekan butang angkat sekali lagi kerana wayar perlu ditekan. Jika ketat antara penggelek dan wayar tidak mencukupi, anda mungkin perlu melaraskan jurang penggelek sehingga ia berfungsi.)
6. Suis penggelek alur keluar wayar: Tekan butang untuk mengangkat penggelek keluar dan tekan sekali lagi untuk meletakkan penggelek dan tekan ke wayar. Ketat penekanan boleh dilaraskan dengan jurang penggelek.
7. Suis berputar Pelarasan Roller-gap masuk wayar: Putar suis dengan digit yang lebih besar untuk meningkatkan jurang dan sebaliknya. (Nota: suis berputar hendaklah dilaraskan selepas penggelek pengangkat silinder udara kerana kuasa tarikan silinder udara.
8. Suis Rotary Pelarasan Roller-gap Wayar: Putar suis dengan digit yang lebih besar untuk meningkatkan jurang dan sebaliknya.
10. Liquid Crystal Displayer (LCD): Paparkan parameter berkaitan pelucutan wayar.
11. Papan kekunci: Parameter input, mulakan dan hentikan mesin.
12. Penapis
udara Contoh
operasi pantas 1. Tanggalkan dan potong dawai tembaga 35mm2 daripada 7 helai, jumlah panjang 150mm, pelucutan kepala 20mm, pelucutan ekor 20mm: sediakan seperti berikut:
2. Tanggalkan dan potong dawai tembaga 50 mm2 daripada 19 helai, jumlah panjang 150mm, pelucutan kepala 20mm, pelucutan ekor 20mm, tukar parameter dalam gambar di atas: nilai pisau daripada 435 hingga 500; pengunduran pisau daripada 85 hingga 90.
Parameter di atas adalah untuk rujukan sahaja dan persediaan khusus masih bergantung pada wayar pemprosesan.
Nota: Semakin kecil nilai pisau, semakin mendalam pemotongan; semakin tebal wayar, semakin besar nilai pengunduran pisau. Jadual berikut ialah data parameter rujukan untuk persediaan nilai pisau dan nilai pengunduran pisau:
Arahan
pengendalian Lukisan panel
kawalan Antara muka sistem terdiri daripada 23 kekunci dan LCD matriks titik 192×64, perkara berikut akan diperkenalkan kepada setiap fungsi
kekunci : Dalam mod siap sedia, dengan setiap tekan sebentar sekali, mesin melakukan satu langkah, kitaran; walaupun selepas tekan selama lebih daripada kira-kira 0.5 saat, mesin akan menjalankan gelung secara automatik; butang dalam kesan kawalan mesin sangat besar;
: Dalammod siap sedia, tekan butang ini, dan mesin mula berfungsi;
: Dalam statut kerja, tekan butang ini, dan mesin akan menyelesaikan kerja selepas ditutup;
: Dalam mod siap sedia, tekan butang ini, dan mesin akan melakukan tindakan tetapan semula; dalam keadaan kerja, tekan butang ini, dan mesin untuk dimatikan, selepas pelaksanaan tindakan tetapan semula;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 0; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki keadaan persediaan parameter pelucutan;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 1; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki keadaan persediaan parameter kelajuan;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 2; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki keadaan persediaan parameter berpusing;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 3; dalam keadaan siap sedia tekan butang ini dan mesin akan mengikut fungsi semasa ke dalam menetapkan gambar yang sepadan dengan fungsi;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 4; dalam keadaan siap sedia tekan butang ini, kelantangan 0;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 5; dalam keadaan siap sedia tekan kekunci ini, kiraan 0;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 6; dalam keadaan siap sedia tekan butang ini, tukar mesin ke mod kerja;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 7; dalam keadaan siap sedia tekan butang ini, tukar mesin ke mod kerja;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 8; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki tetapan output;
: Dalam keadaan input data tekan kekunci ini, dan masukkan nombor 9; dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki gambar tetapan fungsi;
: Dalam keadaan input data tekan kekunci ini, dan alih keluar data input; dalam keadaan siap sedia tekan kekunci ini, jumlah output dan bilangan kosong penuh 0;
: Dalam keadaan siap sedia tekan butang ini dan mesin akan memasuki tetapan program;
: Dalam tetapan parameter dengan menekan kekunci, tetapkan parameter paling rendah ditambah 1; dalam keadaan tetapan parameter tekan butang ini, nilai pisau ditambah 1;
: Dalam tetapan parameter dengan menekan kekunci, tetapkan parameter paling rendah ditambah 1; dalam keadaan tetapan parameter tekan butang ini, nilai pisau tolak 1;
: Dalam tetapan parameter dengan menekan kekunci, data yang diubah suai berputus asa, dan data terakhir ke dalam objek yang diubah suai;
: Dalam tetapan parameter dengan menekan kekunci, data yang diubah suai berputus asa, dan data seterusnya ke dalam objek yang diubah suai;
: Dalam keadaan set parameter tekan kekunci ini, data yang diubah suai akan disimpan dan ditulis ke EEPROM, dan data seterusnya ke dalam objek yang diubah suai;
: Dalam keadaan set parameter tekan kekunci ini, keluar dari keadaan persediaan parameter; skrin tetapan fungsi, skrin tetapan pelucutan segmen dan skrin persediaan sistem. Tekan kekunci ini, kembali ke gambar kerja;
: Pada skrin siap sedia, tekan kekunci, dan masukkan susunan sistem gambar, perlu memasukkan kata laluan sebelum memasukkan, dalam skrin tetapan, fungsi; Berbilang peringkat gambar tetapan pengelupasan, tetapan sistem, anda menekan kekunci, masukkan keadaan persediaan parameter;
Skrin
kerja Sebaik sahaja mesin dihidupkan, skrin memaparkan skrin but, kira-kira tiga saat akan memaparkan gambar ini; mesin mula berjalan, dalam gambar pada skrin; jika tidak, mesin tidak boleh bermula;
Tetapan parameter pelucutan: Mesin apabila dalam mod siap sedia, tekan; parameter panjang hadapan mula berkelip, pada masa ini boleh terus memasukkan nombor, jika ralat input, tekan input digital input kosong sekali lagi; kemudian tekan pemeliharaan, dan parameter berkelip, sehingga panjang hujung hadapan, pelucutan separuh hadapan, jumlah panjang, panjang hujung pelucutan separuh belakang, pemotong, pisau kembali semua nilai penyiapan input; Nilai pisau yang kecil ialah, semakin dalam pemotongan; wayar yang lebih tebal ialah, 0yang lebih besar daripada nilai pengunduran pisau sepatutnya; Tetapan parameter tekan berkelip ke hadapan parameter; tekan selepas penyingkiran parameter berkelip; pada bila-bila masa dengan menarik diri dari set parameter, kembali ke keadaan siap sedia;
Tetapan kelajuan pelucutan: Mesin apabila dalam mod siap sedia tekan; parameter kelajuan pemotong mula berkelip pada masa ini boleh terus memasukkan nombor, jika ralat input, tekan input digital input kosong sekali lagi; Kemudian tekan pemeliharaan, dan parameter berkelip, sehingga kelajuan pemotongan, kelajuan makan, kelajuan pelucutan, masa jeda semua input untuk diselesaikan; Tetapan parameter; tekan berkelip ke hadapan parameter; tekan selepas penyingkiran parameter berkelip; pada bila-bila masa dengan menarik diri dari set parameter, kembali ke keadaan siap sedia;
Tetapan output: Mesin apabila dalam mod siap sedia tekan; parameter kasar yang ditetapkan untuk mula berkelip, pada masa ini boleh terus memasukkan nombor, jika ralat input, tekan input digital input kosong sekali lagi; Kemudian tekan pemeliharaan, dan parameter berkelip, sehingga set, jumlah bilangan semua input untuk diselesaikan; Tetapan parameter; tekan berkelip ke hadapan parameter; tekan selepas penyingkiran parameter berkelip; pada bila-bila masa dengan menarik diri dari set parameter, kembali ke keadaan siap sedia;
Set garisan berpintal: Mesin apabila dalam mod siap sedia tekan; Kilauan mod putaran hadapan, kali ini tekan 、 pensuisan, Kemudian tekan pemeliharaan, dan parameter berkelip, sehingga putaran hadapan, mod input mod wayar putar selesai, kemudian dengan kaedah sebelumnya memasukkan kelajuan garis kilasan, kekuatan berpusing; Tetapan parameter; tekan berkelip ke hadapan parameter; tekan selepas penyingkiran parameter berkelip; pada bila-bila masa dengan menarik diri dari set parameter, kembali ke keadaan siap sedia; Nombor
program ditetapkan: Mesin apabila dalam mod siap sedia, tekan; hujah program mula berkelip, pada masa ini boleh terus memasukkan nombor, jika ralat input, tekan input digital input kosong sekali lagi; kemudian tekan pemeliharaan, ke keadaan siap sedia;
Suis mod kerja: Mesin apabila dalam mod siap sedia, tekan 、 suis mod kerja;
Mod kerja menerangkan
Mesin ini ialah mesin pemotong wayar pelbagai fungsi, dengan sejumlah 6 jenis prosedur pemotongan wayar & pelucutan, penerangan gambar berikut:
Mod garisan:
Model dan fungsi mesin pemotong wayar 220 tradisional, boleh dipasang peranti berpusing wayar untuk meningkatkan wayar berpintal, panjang wayar seperti yang ditunjukkan, hanya mengikut kaedah di atas untuk memasukkan yang dikehendaki saiz, pada fungsi mod ini tidak tersedia;
Model jangka pendek:
Mesin model dan jangka panjang adalah sama, hanya tindakan pelucutan mesin tidak sama; dan tiada fungsi garisan berpusing; pada mod ini fungsi tidak tersedia;
Mod ini tanpa fungsi garisan berpusing; tekan Fungsi ke dalam gambar tetapan fungsi kabel berikut:
Dalam keadaan tetapan parameter, tekan 、 ke atas atau ke bawah view 1-12 parameter set segmen; tekan tetapkan parameter, Sehingga semua input parameter selesai;
Nota: dalam model berbilang peringkat, jumlahnya sama dengan panjang setiap panjang wayar dan ditambah dengan panjang hujung hadapan, prosedur telah dikira secara automatik dan diserlahkan, jadi tetapkan jumlah panjang, panjang keseluruhan tanpa penghujung; Panjang hujung ialah penghujung panjang! Juga, tidak perlu menyediakan, apabila panjang yang diperlukan disusun selesai, satu set 0
Gambar tetapan fungsi
Dalam keadaan siap sedia, tekan untuk memasuki skrin ini; dalam paparan gambar, mesin tidak memulakan kerja, tekan kembali ke gambar kerja;
Tetapan parameter: tekan tetapan mula sehingga semua parameter dimasukkan untuk diselesaikan; Skrin
persediaan sistem: Keadaan siap sedia, tekan untuk memasuki skrin ini; masukkan kata laluan (10010011) untuk memasuki skrin ini; paparkan gambar, mesin tidak memulakan kerja, tekan kembali ke gambar kerja;
Tetapan parameter: tekan tetapan mula sehingga semua parameter dimasukkan untuk diselesaikan;
Perkara set pelucutan yang memerlukan perhatian
1、 beberapa parameter pelucutan, jumlah panjang mestilah lebih besar daripada panjang hujung hadapan + panjang hujung belakang; jika tidak, mesin kerja;
2、penggunaan kawalan komunikasi mesin, mesti memastikan mesin dalam skrin paparan berfungsi dan tiada keadaan persediaan parameter; jika tidak, kawalan komunikasi tidak sah;
3, gunakan operasi kelajuan yang sesuai;
4、dalam kerja skrin dan tiada tetapan parameter, Boleh ditekan terus 、 nilai set pemotong tanpa berhenti;
5、Jika empat lampu penunjuk berjalan berkelip menggambarkan parameter tetapan, boleh memulakan mesin;
6, tetapan garisan berpusing: parameter mengimbangi kilasan pertama direka untuk set fungsi berpusing jangka pendek, bermakna apabila mesin bahagian hadapan anda, suapan wayar selepas jarak roda berpusing; kadang-kadang boleh dipasang pada bilah jangka pendek selepas roda berpusing, maka parameter ditetapkan kecil, mencapai fungsi baris kilasan jangka pendek; garisan umum ditetapkan kepada 32, tidak perlu berubah; jangka pendek mengikut bilah dan pelarasan jarak sebenar roda berpusing wayar; (boleh mod operasi satu langkah ke langkah, jika wayar memberi makan lebih daripada roda berpusing wayar, boleh mengurangkan parameter boleh ditingkatkan, dan sebaliknya;)
Enam, Pengenalan protokol
komunikasi Mesin ini dilengkapi dengan fungsi komunikasi RS485 standard, pengguna boleh melalui komputer hos (PLC, PC) untuk mengawal mesin secara langsung; spesifikasi perkakasan komunikasi untuk 38400, 8, 1, N
Berikut ialah mesin menerima arahan secara terperinci
1、arahan berhenti kecemasan: PC mengeluarkan nombor heksadesimal tiga bait 16 01, 66, 99; di mana 01 pertama ialah nombor stesen, boleh menyediakan skrin sistem untuk berubah, mesin berjaya menerima pesanan akan mengembalikan menerima tiga bait data, mesin ini telah menerima notis arahan;
2、arahan berhenti: PC mengeluarkan nombor heksadesimal tiga bait 16 01, 77, 88; di mana 01 pertama ialah nombor stesen, boleh menyediakan skrin sistem untuk berubah, mesin berjaya menerima pesanan akan mengembalikan tiga bait data yang diterima, mesin ini telah menerima notis arahan;
3、arahan berhenti: PC mengeluarkan nombor heksadesimal tiga bait 16 01, 88, 77; di mana 01 pertama ialah nombor stesen, boleh menyediakan skrin sistem untuk berubah, mesin berjaya menerima pesanan akan mengembalikan tiga bait data yang diterima, mesin ini telah menerima notis arahan;
Tujuh, Contoh
pemotongan wayar ( 1 ) corak
panjang 1、 Wayar diletakkan dalam perantaraan roller, laraskan jurang gulungan untuk baru
sahaja bersentuhan dengan wayar dan kemudian turun 2 besar;
2 、 Tetapkan saiz:
(1) Masukkan mod persediaan: Mod siap sedia tekan
(2) Tetapkan panjang
pelucutan hadapan (3) Tetapkan panjang
pelucutan separuh pertama (4) Jumlah panjang
(5) Tetapkan panjang
pelucutan separuh terakhir (6) Tetapkan panjang
belakang (7) Nilai set pemotong: ( Rujukan )
(8) Tetapkan semula pisau: (Rujukan)
(9) Tetapkan mod garisan: tekan Tetapkan mod garisan;
3、tekan lebih daripada 0.5 saat, dan mesin akan berhenti secara automatik selepas membawa garisan, lihat sama ada nilai pisau yang betul dan tekan terus 、 pembetulan; Sehingga berpuas hati;
( 2 ) Pengelupasan
berbilang segmen 1 、 wayar diletakkan dalam perantaraan roller, laraskan jurang gulung untuk baru sahaja bersentuhan dengan wayar dan kemudian turun 2 besar;
2、saiz tetapan:
(1) Masukkan mod persediaan: Mod siap sedia tekan
(2) Tetapkan panjang
pelucutan hadapan (3) Jalur keluar, tetapan
parameter (4) Tetapkan mod berbilang peringkat: tekan tetapkan kepada model berbilang
segmen;
(5) Masukkan bilangan segmen yang ditetapkan: tekan tetapkan kepada lebih banyak
rakaman;
(6) Tetapkan panjang segmen pertama kulit
penginap (7) Tetapkan pengelupasan
segmen pertama (8) Tetapkan panjang
kulit meninggalkan kedua (9) Set kedua
(10) Tetapkan panjang
kulit kiri ketiga (11) Tetapkan panjang
kulit kiri ketiga (12) Tetapkan sebagai panjang
(13) Kembali ke gambar kerja
(14) sebelum lebih daripada 0.5 saat, mesin akan berhenti secara automatik selepas membawa garisan, lihat sama ada nilai pisau yang betul dan tekan terus 、 pembetulan; Sehingga berpuas hati;
Terangkan
1、jika set ketiga kepada 0, maka program yang baru anda potong dua, dan seterusnya; jika anda ingin mengupas 12bahagian, 12bahagian panjang keseluruhan set;
2、pelbagai strimod pping, fungsi garisan berpusing tidak sah;
Pelarasan o kedudukan
pemotongan pisau 1. Mulakan mesin.
2. Pelarasan kedudukan pisau MAX2: jarak antara hidung kedua-dua bilah pisau hendaklah sekitar 8-10mm manakala jarak antara titik bawah bentuk V kedua-dua bilah hendaklah sekitar 34mm. (Lihat Gambar A)
3. Perkara utama perhatian untuk menukar bilah pisau:
1. Satah atas rak pisau kiri dalam hendaklah ditiup satah rak pisau kanan dengan 19mm yang juga harus lebih rendah daripada bingkai luar rak pisau dengan 4mm seperti yang ditunjukkan dalam gambar B.
2. Gear kiri hendaklah lebih tinggi daripada gear tengah dengan 1 ketinggian gear manakala gear kanan hendaklah lebih tinggi daripada gear tengah dengan 6 ketinggian gear. ( Lihat gambar B)
3. Biasanya, jarak antara hidung dua bilah pisau hendaklah sekitar 8-10mm manakala jarak antara titik bawah bentuk V dua bilah hendaklah sekitar 34mm. (Lihat gambar A)
4. Selepas pelarasan, masukkan kedua-dua belah gear rak pisau ke dalam gigi ketiak tengah dan betulkan skru rak pisau kedua-dua belah pisau.
Lapan, Fenomena dan pengecualian
Kemunculan fenomena Kaedah pemprosesan Pelucutan
benang tanpa 1、periksa kedalaman pemotongan benang, tanda pemotongan terlalu cetek untuk mengawal selia "diameter" lebih kecil.
2, tekanan roda garisan tidak mencukupi, perlu melaraskan "ke dalam tombol pengawalseliaan tekanan roda garisan", tekanan roda garisan.
3、Pelepasan roda garisan terlalu besar, perlu melaraskan " ke dalam tombol pelarasan kelegaan roda garisan ", dan pelepasan roda garisan dikurangkan ke kedudukan yang betul.
4、Menanggalkan set pertama adalah lebih besar daripada atau sama dengan 3.
5、Roda garisan jika terdapat kotoran, perlu dibersihkan.
6, set pisau berundur mungkin terlalu besar, sepatutnya sesuai untuk mengurangkan parameter penarikan balik (nilai rujukan 00-10).
7、Ketidakjajaran alat seterusnya, sila rujuk Bab Ketujuh Bahagian 2 Carta Ujian 7-7 Keadaan Penjajaran.
Pelucutan wayar tanpa ekor 1、 periksa kedalaman pemotongan ekor garisan, tanda pemotongan terlalu cetek untuk mengawal selia "diameter" lebih kecil.
2, roda dawai, tekanan tidak mencukupi, perlu melaraskan "tombol pengawalseliaan tekanan bulat", tekanan roda garisan.
3, pelepasan roda dawai terlalu besar, yang diperlukan untuk pengawalseliaan "tombol pelarasan jurang bulat", menjadikan jurang takal dikurangkan ke kedudukan yang betul.
4、Menanggalkan set pertama adalah lebih besar daripada atau sama dengan 3.
5、takal jika terdapat kotoran, perlu dibersihkan.
6, set pisau berundur mungkin terlalu besar, sepatutnya sesuai untuk mengurangkan parameter penarikan balik (nilai rujukan 00-10).
7、Ketidakjajaran alat seterusnya, sila rujuk Bab Ketujuh Bahagian 2 Carta Ujian 7-7 Keadaan Penjajaran.
Kulit dawai barotrauma teruk 1、 barotrauma hakim pertama dari roda masuk atau takal, daya menekan roda menjadi kecil.
2, hubungi syarikat saya, untuk pembelian tayar getah.
Potongan teras garis kulit thrum beberapa akar Nada " diameter " dalam 1 atau 2, cuba semula sehingga tidak mencederakan teras garisan.
Panjang garisan, terdapat lebih besar daripada atau sama dengan panjang yang ditetapkan 1、tekanan roda garisan tidak mencukupi, dan kadang-kadang pelucutan benang tanpa fenomena, pelucutan benang dalam talian adalah lebih besar daripada panjang yang telah ditetapkan, mengawal selia " ke dalam tekanan roda garisan mengawal rajutan ", jadi tekanan roda garisan.
2, kotoran, takal, perlu dibersihkan.
Pelepasan roda masuk wayar terlalu besar, untuk melaraskan " ke dalam tombol pelarasan pelepasan roda garisan ", dan jurang roda suapan wayar lebih kecil.
Panjang garisan, terdapat kurang daripada atau sama dengan panjang yang ditetapkan 1 、 ketebalan garisan wayar itu sendiri a.
2 、 roda bergolek dengan kotoran, perlu dibersihkan. Lilin permukaan konduktor, plumbum ke dalam, roda dawai tergelincir dengan lilin melekit, berus dawai, dan pembersihan petrol empat roda bergolek.
3, keluarkan wayar, fenomena operasi udara tahap "00", dikecualikan.
4、Bingkai peletakan wayar mempunyai fenomena histeresis kad, yang membawa kepada wayar penyampaian yang lemah.
Kepala dan ekor dipotong atau tiada potongan 1、periksa kepala atau ekor yang dihidangkan, diameter wayar terlalu kecil, harus melaraskan " wayar " kepada lebih besar. ( nilai rujukan 30-90 )
2、Memeriksa ekor benang tiada tanda potong, diameter wayar terlalu besar, harus melaraskan "wayar" lebih kecil. ( nilai rujukan 30-90 )
Kadang-kadang kepala atau ekor dipotong 1、roda dawai, tekanan tidak mencukupi, sila semak dan kawal selia "tombol pengawalseliaan tekanan bulat", menjadikan tekanan takal menjadi hebat.
2, pelepasan roda garisan terlalu besar, perlu melaraskan " ke dalam tombol pelarasan pelepasan roda garisan ", kepada pengurangan pelepasan roda garisan.
Terdapat beberapa helai dawai benang panjang 1、diameter wayar terlalu kecil, wayar yang dipotong, jalur dengan wayar tembaga, untuk meningkatkan diameter 1-2, cuba lagi.
2 、 set pisau mundur terlalu kecil, perlu ditingkatkan parameter penarikan balik (00-10 )
Kadang-kadang wayar pengalir bersama-sama tiada pisau pecah 1 、 aktiviti bahagian tepi dengan minyak biasa, cuba lagi (biasanya 8 jam mengisi a).
2、Kelajuannya perlahan.
3, semak spesifikasi wayar dalam garisan AWG12 # (3 persegi).
4、Bilahnya tumpul, pengisaran rata atau penggantian.
5、mengikut bahagian ketujuh pemeriksaan ketiga.
Tekan jalankan selepas penutupan hanya boleh memotong skrin yang muncul " garis pendek atau simpulan " 1、 tiada baris fungsi penutupan automatik, tergolong dalam perkara biasa.
2, menetapkan panjang hendaklah lebih besar daripada 32 mm (kecuali untuk 98 prosedur).
3, pelepasan roda dawai terlalu besar, yang diperlukan untuk pengawalseliaan "tombol pelarasan jurang bulat" untuk membuat takal mengurangkan jurang.
Apabila kuasa dihidupkan, kipas berfungsi seperti biasa, dan skrin adalah normal, tetapi mengikut "jalankan" selepas mesin tidak boleh bergerak 1、 kerana ketidakstabilan voltan atau operasi haram papan litar dalam pembakaran paip insurans, perlu menggantikan fius (buka penutup kes, kelihatan di papan litar mempunyai dua tiub insurans 5A).
2, seperti menukar tiub insurans, terus terbakar,dan jabatan perkhidmatan pelanggan syarikat saya atau kenalan pejabat.
Tangen condong hirisan 1、wayar itu sendiri terlalu melengkung, pembelian peranti meluruskan.
2、mulut plumbum tanpa menghadap ke tengah tepi.
3、ekor condong, periksa paip wayar bersandar pada alat terlalu dekat.
×

Scan to Chat
🤖 AI Assistant
×
End Chat & Send Transcript