 English
English Malay
Malay Swedish
Swedish Finnish
Finnish Danish
Danish Norwegian
Norwegian Polish
Polish Greek
Greek- Penggulungan & Pengikatan Kabel
- Mesin Penggulung Pita
- Mesin Berus Wayar Separuh Auto
- Pemotongan & Penjaluran Wayar
- Mesin Kelim Separuh Auto
- Bilah Penjalur & Kelim Wayar
- Penguji Tegangan Terminal
- Mesin Pemotong
- Mesin Pelabelan Kabel
- Alat Pengikat & Pembalut
- Terminal & Penyambung Wayar
- Dispenser Pita Automatik
- Mesin Kelim Wayar Automatik
- Alat Kelim Terminal
- Penyuap Wayar Automatik
- Mesin Pateri Automatik
- Mesin Pengikat Kabel Nilon
- Mesin Pengacuan Suntikan
- Mesin Pateri & Kimpalan
- Mesin Pengikat Skru
- Mesin Kelim Kord Kuasa
- Penguji Harness Wayar
- Robot Dispenser Gam
- Bahan Pembungkusan Harness Wayar
Produk Baru




Laman Utama > Berita Industri
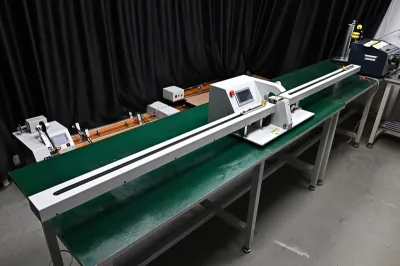
Cara mengendalikan Mesin penjalur kabel koaksial WPM-8608
Mesin pelucutan kabel sepaksi WPM-8608
Jadual Kandungan
1 . Penerangan Senarai Waranti..................... Hlm.3
2 . Langkah berjaga-jaga keselamatan ............................ Hlm.4
3 . Penerangan Parameter Operasi Peranti... Hlm.4
4 . Arahan Operasi Antara Muka Paparkan... Hlm.5-10
5 . Tetapan dan Penyahpepijatan parameter Pelucutan Wayar
................... Hlm.11
6 . Notis Pengguna.................................... Hlm.12
I Penerangan Senarai
Waranti 1. Tempoh jaminan mesin adalah satu tahun (dari tarikh menandatangani dokumen penghantaran atau invois). Untuk sebarang kerja yang tidak normal atau keadaan tidak normal yang disebabkan oleh kualiti mesin dalam tempoh satu tahun, sila hubungi jabatan penyelenggaraan atau jabatan jualan kami.
2 . Sila simpan arahan mesin ini. Waranti hendaklah dijalankan mengikut kandungan manual ini dan nombor mesin pada kad jaminan.
3. Jika anda ingin memindahkan mesin ini semasa tempoh jaminan, sila majukan manual ini kepada pemilik seterusnya bersama-sama dengan mesin.
4. Selepas tempoh jaminan, pengguna boleh menghantar mesin ke syarikat kami atau syarikat kami menghantar kakitangan penyelenggaraan untuk pembaikan. Tetapi perbelanjaan perjalanan kakitangan penyelenggaraan hendaklah ditanggung oleh syarikat anda, dan jika perlu, kos aksesori hendaklah dikongsi untuk penggantian aksesori.
Senarai
Konfigurasi Peranti Nama Item (model) Kuantiti Kenyataan
1 Waranti
satu tahun 2 Suis kaki Satu Bukan dalam skop
waranti 3 Bilah Satu pasang Bukan dalam skop
waranti 4 Alat (sepana heksagon dalaman) Satu set Bukan dalam skop
waranti 5 Talian kuasa Satu Tidak dalam skop
waranti 6 Manual Satu Tidak dalam skop
waranti 7 Kit alat (Beg Alat) Satu Tidak dalam skop
waranti II Langkah
berjaga-jaga keselamatan 1. Sebelum menggunakan mesin, pengguna mesti membaca manual ini secara terperinci dan kemudian menggunakan mesin dengan betul untuk mengelakkan kemalangan yang tidak perlu dan memendekkan hayat perkhidmatan mesin itu sendiri.
2. Apabila meletakkan mesin, ia hendaklah diletakkan di atas meja kerja dengan garis mendatar pepejal (mampu menahan lebih daripada 50kg berat) untuk menjadikan mesin diletakkan dengan lancar.
3. Sebelum menghidupkan kuasa, sila periksa sama ada bekalan kuasa betul (AC220V/50HZ) dan jika kuasa bekalan hendaklah mengikut peralatan yang dibeli.
4. Pelucutan wayar boleh dicuba selepas pelarasan data dan untuk bilah dan tetapan parameter, sila rujuk manual untuk penyahpepijatan.
Arahan Operasi Antara Muka Paparan
IV Selepas menghidupkan kuasa, skrin 1 akan muncul:
1. Bahasa Inggeris: Masukkan the Antara muka Bahasa Inggeris.
2. Skrin utama: Masukkan antara muka Cina.
I Skrin
utama 1. Mula: ialah suis yang menjalankan peranti dan paparan bermula.
2. Berhenti: Tekan butang ini dan mesin akan berhenti segera. Jika anda ingin memulakannya semula, tekan butang "Tetapkan semula".
3. Tetapkan semula: Apabila menghidupkan kuasa, ia boleh dimulakan selepas menetapkan semula dengan tetapan parameter, selepas perubahan "bilangan lapisan", ia boleh dimulakan selepas tetapan semula; selepas "skrin terperinci untuk menukar utas", ia boleh dimulakan selepas tetapan semula; Dan selepas memasukkan "tetapan terperinci", ia boleh dimulakan selepas tetapan semula.
4. Kira jelas: tekan butang ini dan output semasa ialah 0, dan anda juga boleh terus memasukkan nombor di lokasi "hasil".
5. Salinan Program: Salin data daripada program sedia ada ke program lain: 00-99 boleh disalin.
6. Butang mulakan: memasukkan "0" ialah butang mulakan, dan memasukkan "1" ialah permulaan kaki. Pilih mod mula dan kemudian tetapkan semula untuk bermula.
7. Program: merujuk kepada spesifikasi wayar yang akan diproses (benang, kepala pelucutan, diameter wayar, berundur, kelajuan, hasil, dan parameter lain) Setiap nombor program menyimpan sejenis data wayar pemprosesan, dan wayar pemprosesan yang sepadan digunakan dengan menukar nombor program Program: 00-99.
8. Linkage: Biarkan mesin bergerak secara berterusan dan pilih "butang mulakan" dan masukkan "0" pada skrin 2 dan kemudian pilih "linkage" dan masukkan masa jurang, contohnya: masukkan 500=5 saat dan masukkan "0" untuk membatalkan pautan.
9. Jumlah: Bilangan pelan pelucutan semasa.
10. Pengeluaran: jumlah pengeluaran semasa.
11. Bilangan lapisan: selepas bilangan lapisan kepala pelucutan ditetapkan, bilangan lapisan pemprosesan boleh muncul secara automatik untuk memudahkan pengenalan.
12. Jarak: paparkan jarak antara kepala bilah semasa dari asal.
13. Skrin mula: kembali ke skrin yang dipaparkan apabila kuasa dihidupkan.
14. Skrin manual: masukkan skrin ini dan setiap tindakan boleh diperhatikan, t memudahkan pemindahan manual, penukaran alat atau penggunaan gangguan benang.
15. Akhir (A) semasa: merujuk kepada hujung yang sedang diproses untuk paparan semasa. Terdapat kedua-dua hujung, A, dan B.
III Pengenalan
skrin parameter 1. Kelajuan pendahuluan automatik: (0-9) merujuk kepada kelajuan kepala bilah semasa penghantaran. Semakin besar data penyahpepijatan, semakin tinggi kelajuannya, dan sebaliknya, ia lebih perlahan.
2. Kelajuan pemakanan automatik: (0-9) merujuk kepada kelajuan pisau dalam wayar potong separa atau sarung garisan potong. Kelajuan pemotongan hendaklah lebih perlahan untuk wayar yang lebih tebal, jika tidak, alat akan rosak.
3. Kelajuan pengapit automatik: (0-9) merujuk kepada kelajuan pengapit dalam pengapit benang automatik. Kelajuan pengapit hendaklah lebih rendah untuk wayar yang lebih tebal, jika tidak, eksentrik akan diapit.
4. Kelajuan pelucutan automatik: (0-9) merujuk kepada speed bilah dalam pengelupasan getah selepas wayar dipotong. Semakin besar data, semakin tinggi kelajuannya. Untuk wayar yang lebih tebal, pelucutan hendaklah lebih lama dan kelajuan harus lebih rendah, jika tidak, alat akan rosak teruk.
5. Kelajuan pelucutan berputar: (0-9) merujuk kepada kelajuan bilah dalam pelucutan berputar, yang merujuk bahawa kepala pisau terus berputar semasa pelucutan kepala pisau.
6. Kelajuan berputar: kelajuan berputar merujuk kepada kelajuan putaran kepala pisau dan nilai yang ditetapkan tidak boleh melebihi 10 atau lebih daripada nilai kilang.
7. Diameter pengapit: (0-7.5) merujuk kepada nilai pengapit apabila wayar pengapit mengapit wayar.
8. Pengapit pembukaan rahang: (0-14) merujuk kepada jarak antara rahang dan bukaan.
9. Bilangan lapisan: merujuk kepada lapisan wayar yang diproses oleh tetapan
semasa 10. Masa meniup: merujuk kepada masa meniup selepas pelucutan satu lapisan, dan "0" tidak meniup.
11. Suis goncang: merujuk kepada menggoncang bahan buangan selepas setiap pelucutan lapisan melalui putaran.
12. Skrin utama: tekan butang ini untuk memasuki skrin utama secara langsung.
13. Tetapan terperinci: tekan butang ini untuk memasuki skrin persediaan.
IV Pengenalan Tetapan Terperinci
1. Benang: (0-48)(merujuk kepada panjang sebenar setiap lapisan yang dilucutkan.
2. Kepala pelucutan (0-48) merujuk kepada panjang dari hujung hadapan ke lokasi pengelupasan yang perlu dilucutkan. Apabila nilai kepala pelucutan lebih besar daripada nilai benang, ia adalah pelucutan penuh dan apabila nilai kepala kurang daripada nilai benang, ia adalah separuh pelucutan. Apabila nilainya ialah 0, hanya terdapat putaran tanpa mengelupas.
3. Diameter wayar: (0-7) merujuk kepada kedalaman pemotongan wayar. Semakin kecil nilainya, semakin mendalam putaran. Semakin besar nilainya, semakin besar diameter putaran.
4. Berundur: (0-5) merujuk kepada nilai pengunduran kedua-dua bilah selepas pengelupasan putaran wayar. Jika pengunduran ialah "0", ini bermakna tiada tindakan berundur, mengakibatkan akibat buruk daripada mengikis dawai tembaga atau bilah yang rosak. Semakin tebal sarung wayar, semakin besar nilainya. Semakin nipis, semakin kecil.
5. Masa pemotongan: (0-10) merujuk kepada masa berhenti kepala pelucutan pada kedalaman yang ditetapkan dalam putaran. Dan nilai boleh ditetapkan kepada 0-9.9 (biasanya lalai untuk 0.3s).
6. Pelucutan berputar (0-9) merujuk kepada kencing dalam putaran semasa melangkah wayar (Fungsi ini boleh memutar wayar). Jika ia ditetapkan kepada "0", itu bermakna tiada pelucutan berputar.
7 Arah putaran: merujuk kepada arah putaran kepala pelucutan dalam pelucutan berputar, iaitu membalikkan, parameter kedalaman pemotongan (diameter wayar) yang akan berbeza daripada kesan sebenar.
Skrin
Input V 1. Tetingkap nombor akan muncul secara automatik apabila menetapkan
parameter sedang ditetapkan.
2 Tekan "enter" selepas menetapkan data untuk mengesahkan, tekan "Clear" untuk mengosongkan, dan tekan "Esc" untuk kembali.
VI Skrin
Manual 1. Manual ke hadapan dan ke belakang: merujuk kepada bergerak ke hadapan dan ke belakang kepala pelucutan secara manual (untuk penukaran bilah dan pemeriksaan mesin)
2. Suapan manual ke belakang: merujuk kepada pembukaan dan penutupan bilah (pengunduran manual boleh menjadikan bilah ke titik permulaan)
3. Penjepit dan pelepasan manual: merujuk kepada pembukaan dan penutupan pengapit (untuk pemindahan dalam wayar clamping).
4. Putaran manual: merujuk kepada putaran kepala tersandung (untuk pemeriksaan motor berputar)
5. Elektromagnet ke hadapan dan ke belakang: merujuk kepada bergerak ke hadapan dan ke belakang rod atas (untuk pertukaran alat dan pemeriksaan mesin). Apabila mengklik pada elektromagnet ke hadapan, bilah mestilah dalam keadaan terbuka.
6 Kelajuan: merujuk kepada kelajuan manual (3000 agak baik)
V Tetapan dan Penyahpepijatan Parameter
Pelucutan Wayar Ilustrasi N tetapan
wayar Bilangan lapisan Kepala Pelucutan Benang Diameter wayar Berundur Masa pemotongan Pelucutan
putar Lapisan pertama 6 7 0.6 0.1 0.2 0 Lapisan
kedua 3 2 0.3 0.1 0.2 0 Lapisan
ketiga 9 10 0.9 0.1 0.2 0
1. Seperti yang ditunjukkan dalam rajah di atas, tetapkan "benang" lapisan pertama menjadi 6, lapisan kedua, 3, dan lapisan ketiga, 9. Laluan berjalan mesin secara automatik ialah 6.3.9, akhirnya kembali ke titik permulaan. Anda juga boleh menetapkan "benang" lapisan pertama kepada 3, lapisan kedua,6 dan lapisan ketiga 9. Mesin secara automatik menjalankan laluan ialah:3,6,9, dan akhirnya kembali ke titik permulaan. Dan anda juga boleh menetapkan "benang" menjadi 9, lapisan kedua, 3, dan lapisan ketiga, 6. Mesin secara automatik menjalankan laluan 9, 3, 6, dan akhirnya kembali ke titik permulaan.
Dalam pelucutan wayar berbilang lapisan, mengenai tetapan di atas, anda boleh sewenang-wenangnya menetapkan laluan pingping-jalur untuk mencapai kesan terbaik apabila menanggalkan.
2. Jika wayar mempunyai 9 lapisan, anda perlu menetapkan parameter dalam 9 skrin tetapan dan tekan tetapan semula untuk bermula selepas melengkapkan tetapan kembali ke skrin utama.
Notis
Pengguna
Nama pengguna: Alamat:
Model Mesin: Nombor:
Tarikh pembelian: Meterai peniaga:
Pertama, tempoh jaminan mesin dari tarikh pembelian ialah satu tahun, dan bahan habis pakai tidak dilindungi dalam waranti (termasuk bilah, sepana heksagon dalaman, suis kaki, talian kuasa, spring, tali pinggang, dll.)
Kedua, syarat-syarat berikut tidak dilindungi oleh jaminan:
(1) Kerosakan mesin yang disebabkan oleh bencana alam
(2) Kerosakan mesin akibat kegagalan
operasi (3) Semasa jaminan pSebaliknya, jika kakitangan bukan syarikat telah membongkar atau membaiki mesin, waranti akan dianggap dimansuhkan secara automatik.
(4)Kerosakan yang disebabkan oleh penggunaan bahan habis pakai atau aksesori syarikat lain.
(5)Kerosakan yang disebabkan oleh penggunaan voltan tidak dinyatakan oleh syarikat kami.
Ketiga, Kecuali untuk waranti ini, kad jaminan yang berkaitan yang dikeluarkan oleh mana-mana syarikat lain atau orang lain tidak diiktiraf oleh syarikat kami.
Keempat, Sila simpan resit kad jaminan dan pembelian rasmi mesin, yang harus ditunjukkan dalam pembaikan untuk pemeriksaan syarikat kami.
Kelima, Jika kad waranti tidak mempunyai meterai pembelian dan tarikh pembelian, ia akan menjadi tidak sah secara automatik.
Jadual Kandungan
1 . Penerangan Senarai Waranti..................... Hlm.3
2 . Langkah berjaga-jaga keselamatan ............................ Hlm.4
3 . Penerangan Parameter Operasi Peranti... Hlm.4
4 . Arahan Operasi Antara Muka Paparkan... Hlm.5-10
5 . Tetapan dan Penyahpepijatan parameter Pelucutan Wayar
................... Hlm.11
6 . Notis Pengguna.................................... Hlm.12
I Penerangan Senarai
Waranti 1. Tempoh jaminan mesin adalah satu tahun (dari tarikh menandatangani dokumen penghantaran atau invois). Untuk sebarang kerja yang tidak normal atau keadaan tidak normal yang disebabkan oleh kualiti mesin dalam tempoh satu tahun, sila hubungi jabatan penyelenggaraan atau jabatan jualan kami.
2 . Sila simpan arahan mesin ini. Waranti hendaklah dijalankan mengikut kandungan manual ini dan nombor mesin pada kad jaminan.
3. Jika anda ingin memindahkan mesin ini semasa tempoh jaminan, sila majukan manual ini kepada pemilik seterusnya bersama-sama dengan mesin.
4. Selepas tempoh jaminan, pengguna boleh menghantar mesin ke syarikat kami atau syarikat kami menghantar kakitangan penyelenggaraan untuk pembaikan. Tetapi perbelanjaan perjalanan kakitangan penyelenggaraan hendaklah ditanggung oleh syarikat anda, dan jika perlu, kos aksesori hendaklah dikongsi untuk penggantian aksesori.
Senarai
Konfigurasi Peranti Nama Item (model) Kuantiti Kenyataan
1 Waranti
satu tahun 2 Suis kaki Satu Bukan dalam skop
waranti 3 Bilah Satu pasang Bukan dalam skop
waranti 4 Alat (sepana heksagon dalaman) Satu set Bukan dalam skop
waranti 5 Talian kuasa Satu Tidak dalam skop
waranti 6 Manual Satu Tidak dalam skop
waranti 7 Kit alat (Beg Alat) Satu Tidak dalam skop
waranti II Langkah
berjaga-jaga keselamatan 1. Sebelum menggunakan mesin, pengguna mesti membaca manual ini secara terperinci dan kemudian menggunakan mesin dengan betul untuk mengelakkan kemalangan yang tidak perlu dan memendekkan hayat perkhidmatan mesin itu sendiri.
2. Apabila meletakkan mesin, ia hendaklah diletakkan di atas meja kerja dengan garis mendatar pepejal (mampu menahan lebih daripada 50kg berat) untuk menjadikan mesin diletakkan dengan lancar.
3. Sebelum menghidupkan kuasa, sila periksa sama ada bekalan kuasa betul (AC220V/50HZ) dan jika kuasa bekalan hendaklah mengikut peralatan yang dibeli.
4. Pelucutan wayar boleh dicuba selepas pelarasan data dan untuk bilah dan tetapan parameter, sila rujuk manual untuk penyahpepijatan.
Arahan Operasi Antara Muka Paparan
IV Selepas menghidupkan kuasa, skrin 1 akan muncul:
1. Bahasa Inggeris: Masukkan the Antara muka Bahasa Inggeris.
2. Skrin utama: Masukkan antara muka Cina.
I Skrin
utama 1. Mula: ialah suis yang menjalankan peranti dan paparan bermula.
2. Berhenti: Tekan butang ini dan mesin akan berhenti segera. Jika anda ingin memulakannya semula, tekan butang "Tetapkan semula".
3. Tetapkan semula: Apabila menghidupkan kuasa, ia boleh dimulakan selepas menetapkan semula dengan tetapan parameter, selepas perubahan "bilangan lapisan", ia boleh dimulakan selepas tetapan semula; selepas "skrin terperinci untuk menukar utas", ia boleh dimulakan selepas tetapan semula; Dan selepas memasukkan "tetapan terperinci", ia boleh dimulakan selepas tetapan semula.
4. Kira jelas: tekan butang ini dan output semasa ialah 0, dan anda juga boleh terus memasukkan nombor di lokasi "hasil".
5. Salinan Program: Salin data daripada program sedia ada ke program lain: 00-99 boleh disalin.
6. Butang mulakan: memasukkan "0" ialah butang mulakan, dan memasukkan "1" ialah permulaan kaki. Pilih mod mula dan kemudian tetapkan semula untuk bermula.
7. Program: merujuk kepada spesifikasi wayar yang akan diproses (benang, kepala pelucutan, diameter wayar, berundur, kelajuan, hasil, dan parameter lain) Setiap nombor program menyimpan sejenis data wayar pemprosesan, dan wayar pemprosesan yang sepadan digunakan dengan menukar nombor program Program: 00-99.
8. Linkage: Biarkan mesin bergerak secara berterusan dan pilih "butang mulakan" dan masukkan "0" pada skrin 2 dan kemudian pilih "linkage" dan masukkan masa jurang, contohnya: masukkan 500=5 saat dan masukkan "0" untuk membatalkan pautan.
9. Jumlah: Bilangan pelan pelucutan semasa.
10. Pengeluaran: jumlah pengeluaran semasa.
11. Bilangan lapisan: selepas bilangan lapisan kepala pelucutan ditetapkan, bilangan lapisan pemprosesan boleh muncul secara automatik untuk memudahkan pengenalan.
12. Jarak: paparkan jarak antara kepala bilah semasa dari asal.
13. Skrin mula: kembali ke skrin yang dipaparkan apabila kuasa dihidupkan.
14. Skrin manual: masukkan skrin ini dan setiap tindakan boleh diperhatikan, t memudahkan pemindahan manual, penukaran alat atau penggunaan gangguan benang.
15. Akhir (A) semasa: merujuk kepada hujung yang sedang diproses untuk paparan semasa. Terdapat kedua-dua hujung, A, dan B.
III Pengenalan
skrin parameter 1. Kelajuan pendahuluan automatik: (0-9) merujuk kepada kelajuan kepala bilah semasa penghantaran. Semakin besar data penyahpepijatan, semakin tinggi kelajuannya, dan sebaliknya, ia lebih perlahan.
2. Kelajuan pemakanan automatik: (0-9) merujuk kepada kelajuan pisau dalam wayar potong separa atau sarung garisan potong. Kelajuan pemotongan hendaklah lebih perlahan untuk wayar yang lebih tebal, jika tidak, alat akan rosak.
3. Kelajuan pengapit automatik: (0-9) merujuk kepada kelajuan pengapit dalam pengapit benang automatik. Kelajuan pengapit hendaklah lebih rendah untuk wayar yang lebih tebal, jika tidak, eksentrik akan diapit.
4. Kelajuan pelucutan automatik: (0-9) merujuk kepada speed bilah dalam pengelupasan getah selepas wayar dipotong. Semakin besar data, semakin tinggi kelajuannya. Untuk wayar yang lebih tebal, pelucutan hendaklah lebih lama dan kelajuan harus lebih rendah, jika tidak, alat akan rosak teruk.
5. Kelajuan pelucutan berputar: (0-9) merujuk kepada kelajuan bilah dalam pelucutan berputar, yang merujuk bahawa kepala pisau terus berputar semasa pelucutan kepala pisau.
6. Kelajuan berputar: kelajuan berputar merujuk kepada kelajuan putaran kepala pisau dan nilai yang ditetapkan tidak boleh melebihi 10 atau lebih daripada nilai kilang.
7. Diameter pengapit: (0-7.5) merujuk kepada nilai pengapit apabila wayar pengapit mengapit wayar.
8. Pengapit pembukaan rahang: (0-14) merujuk kepada jarak antara rahang dan bukaan.
9. Bilangan lapisan: merujuk kepada lapisan wayar yang diproses oleh tetapan
semasa 10. Masa meniup: merujuk kepada masa meniup selepas pelucutan satu lapisan, dan "0" tidak meniup.
11. Suis goncang: merujuk kepada menggoncang bahan buangan selepas setiap pelucutan lapisan melalui putaran.
12. Skrin utama: tekan butang ini untuk memasuki skrin utama secara langsung.
13. Tetapan terperinci: tekan butang ini untuk memasuki skrin persediaan.
IV Pengenalan Tetapan Terperinci
1. Benang: (0-48)(merujuk kepada panjang sebenar setiap lapisan yang dilucutkan.
2. Kepala pelucutan (0-48) merujuk kepada panjang dari hujung hadapan ke lokasi pengelupasan yang perlu dilucutkan. Apabila nilai kepala pelucutan lebih besar daripada nilai benang, ia adalah pelucutan penuh dan apabila nilai kepala kurang daripada nilai benang, ia adalah separuh pelucutan. Apabila nilainya ialah 0, hanya terdapat putaran tanpa mengelupas.
3. Diameter wayar: (0-7) merujuk kepada kedalaman pemotongan wayar. Semakin kecil nilainya, semakin mendalam putaran. Semakin besar nilainya, semakin besar diameter putaran.
4. Berundur: (0-5) merujuk kepada nilai pengunduran kedua-dua bilah selepas pengelupasan putaran wayar. Jika pengunduran ialah "0", ini bermakna tiada tindakan berundur, mengakibatkan akibat buruk daripada mengikis dawai tembaga atau bilah yang rosak. Semakin tebal sarung wayar, semakin besar nilainya. Semakin nipis, semakin kecil.
5. Masa pemotongan: (0-10) merujuk kepada masa berhenti kepala pelucutan pada kedalaman yang ditetapkan dalam putaran. Dan nilai boleh ditetapkan kepada 0-9.9 (biasanya lalai untuk 0.3s).
6. Pelucutan berputar (0-9) merujuk kepada kencing dalam putaran semasa melangkah wayar (Fungsi ini boleh memutar wayar). Jika ia ditetapkan kepada "0", itu bermakna tiada pelucutan berputar.
7 Arah putaran: merujuk kepada arah putaran kepala pelucutan dalam pelucutan berputar, iaitu membalikkan, parameter kedalaman pemotongan (diameter wayar) yang akan berbeza daripada kesan sebenar.
Skrin
Input V 1. Tetingkap nombor akan muncul secara automatik apabila menetapkan
parameter sedang ditetapkan.
2 Tekan "enter" selepas menetapkan data untuk mengesahkan, tekan "Clear" untuk mengosongkan, dan tekan "Esc" untuk kembali.
VI Skrin
Manual 1. Manual ke hadapan dan ke belakang: merujuk kepada bergerak ke hadapan dan ke belakang kepala pelucutan secara manual (untuk penukaran bilah dan pemeriksaan mesin)
2. Suapan manual ke belakang: merujuk kepada pembukaan dan penutupan bilah (pengunduran manual boleh menjadikan bilah ke titik permulaan)
3. Penjepit dan pelepasan manual: merujuk kepada pembukaan dan penutupan pengapit (untuk pemindahan dalam wayar clamping).
4. Putaran manual: merujuk kepada putaran kepala tersandung (untuk pemeriksaan motor berputar)
5. Elektromagnet ke hadapan dan ke belakang: merujuk kepada bergerak ke hadapan dan ke belakang rod atas (untuk pertukaran alat dan pemeriksaan mesin). Apabila mengklik pada elektromagnet ke hadapan, bilah mestilah dalam keadaan terbuka.
6 Kelajuan: merujuk kepada kelajuan manual (3000 agak baik)
V Tetapan dan Penyahpepijatan Parameter
Pelucutan Wayar Ilustrasi N tetapan
wayar Bilangan lapisan Kepala Pelucutan Benang Diameter wayar Berundur Masa pemotongan Pelucutan
putar Lapisan pertama 6 7 0.6 0.1 0.2 0 Lapisan
kedua 3 2 0.3 0.1 0.2 0 Lapisan
ketiga 9 10 0.9 0.1 0.2 0
1. Seperti yang ditunjukkan dalam rajah di atas, tetapkan "benang" lapisan pertama menjadi 6, lapisan kedua, 3, dan lapisan ketiga, 9. Laluan berjalan mesin secara automatik ialah 6.3.9, akhirnya kembali ke titik permulaan. Anda juga boleh menetapkan "benang" lapisan pertama kepada 3, lapisan kedua,6 dan lapisan ketiga 9. Mesin secara automatik menjalankan laluan ialah:3,6,9, dan akhirnya kembali ke titik permulaan. Dan anda juga boleh menetapkan "benang" menjadi 9, lapisan kedua, 3, dan lapisan ketiga, 6. Mesin secara automatik menjalankan laluan 9, 3, 6, dan akhirnya kembali ke titik permulaan.
Dalam pelucutan wayar berbilang lapisan, mengenai tetapan di atas, anda boleh sewenang-wenangnya menetapkan laluan pingping-jalur untuk mencapai kesan terbaik apabila menanggalkan.
2. Jika wayar mempunyai 9 lapisan, anda perlu menetapkan parameter dalam 9 skrin tetapan dan tekan tetapan semula untuk bermula selepas melengkapkan tetapan kembali ke skrin utama.
Notis
Pengguna
Nama pengguna: Alamat:
Model Mesin: Nombor:
Tarikh pembelian: Meterai peniaga:
Pertama, tempoh jaminan mesin dari tarikh pembelian ialah satu tahun, dan bahan habis pakai tidak dilindungi dalam waranti (termasuk bilah, sepana heksagon dalaman, suis kaki, talian kuasa, spring, tali pinggang, dll.)
Kedua, syarat-syarat berikut tidak dilindungi oleh jaminan:
(1) Kerosakan mesin yang disebabkan oleh bencana alam
(2) Kerosakan mesin akibat kegagalan
operasi (3) Semasa jaminan pSebaliknya, jika kakitangan bukan syarikat telah membongkar atau membaiki mesin, waranti akan dianggap dimansuhkan secara automatik.
(4)Kerosakan yang disebabkan oleh penggunaan bahan habis pakai atau aksesori syarikat lain.
(5)Kerosakan yang disebabkan oleh penggunaan voltan tidak dinyatakan oleh syarikat kami.
Ketiga, Kecuali untuk waranti ini, kad jaminan yang berkaitan yang dikeluarkan oleh mana-mana syarikat lain atau orang lain tidak diiktiraf oleh syarikat kami.
Keempat, Sila simpan resit kad jaminan dan pembelian rasmi mesin, yang harus ditunjukkan dalam pembaikan untuk pemeriksaan syarikat kami.
Kelima, Jika kad waranti tidak mempunyai meterai pembelian dan tarikh pembelian, ia akan menjadi tidak sah secara automatik.
×

Scan to Chat
🤖 AI Assistant
×
End Chat & Send Transcript